
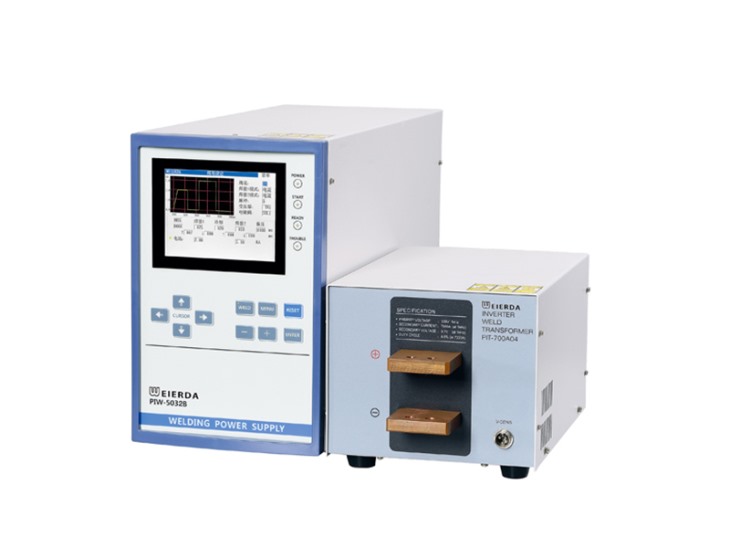
中频逆变直流焊接压方机采用了IGBT逆变技术、微机控制技术和现代电力电子技术开发的一种新型焊接机。由于采用AC-DC-AC-DC的变换技术,时间控制达到毫秒级精度、控制响应和控制精度大大提高;直流输出,使焊接工艺性显著改善;逆变技术还使设备具有小型、节能高效等一系列优点;微控制器(MCU)与电子技术的采用使该设备具备现代设备的优秀功能,包括数字控制、监控、故障诊断与保护、数据传输等,设备功能齐全、灵活方便、适应面广。该类设备特别适合于铜、铝等有色金属材料的点焊、合金材料的点焊、精密零件的点焊和高质量产品的点焊。
大功率中频逆变焊接电源
1)逆变点焊机相比交流点焊机,形成稳定熔核的电流范围大。因输出直流焊接电流,所以热效率高。又因为直流没有电流尖峰,故不易产生飞溅,使得允许的电流上限较大。在焊接电流有效值相同的条件下,逆变点焊机所焊接的工件的动态电阻值比交流焊接时要大些,因此焊点发热量大,熔核生长较快,使得允许的电流下限较小,即直流输出时形成稳定熔核的电流范围宽。
2)电极寿命长。逆变点焊机输出直流电,因无电流尖峰,使电极不受机械撞击,有利于电极寿命的延长。
3)电磁影响小。在交流点焊机的工作机臂内放进导磁性焊件和夹具时,对焊接电流的影响大,但逆变直流点焊机则无此影响。
4)逆变焊接电源无交流“集肤”作用。沿上、下电极的轴线方向,不同焊件厚度上焊接电流分布比较均匀,因而加热比较均匀。
5)可以广泛点焊异种金属。直流电流具有“集束”作用,电流相对比较集中、分流小,热效率高,并且可以用低电流焊接。因此,中频逆变点焊机具有焊接带镀层钢板,铝及对不同导热材料进行组合焊接的优越特性。
 QQ客服
QQ客服